

、般规定
1、材料及仪器设备
钢板:普通低碳薄钢板,70×150×0.8~1.5毫米;
铝板:LY 12,70×150×1~2毫米;
涂-4粘度计;
喷枪:喷嘴内径0.75~2.00毫米;
秒表:分度值为0.2秒;
恒温鼓风箱;
室温干燥箱;
干燥器;
测厚计或杠杆千分尺:精确度为2微米;
2.地板的表面处理
(1)钢板:先用溶剂除去油,再用0号纱布(手工或机械方法)除净铁锈和氧化皮,以棉纱沾溶剂擦净,并用绸布或脱脂纱布拭干后,即可喷涂。必要时,酸碱处理法亦可采用(参见《漆膜耐候性测定法》GB 1769-79附录)。
(2)铝板:采用:“常温阳化”方法(参见《漆膜耐候性测定法》附录)。
3.制板方法:
涂漆前,将试样搅拌均匀,用80~120目的筛子过滤,并稀释至工作粘度15~30秒(涂-4粘度计),在2~4公斤/厘米²的压力下进行喷涂,控制适当的喷距、角度和喷枪移动速度,喷涂好的自干漆样板平放于空气干燥箱中;烘干漆样板在室温干燥箱中放置30分钟,再放入恒温鼓风箱中干燥。各道漆的干燥条件和时间均按产标准中的规定执行。各道底、面漆在涂下道漆前,应以400号水砂纸打磨(磷化底漆和后道面漆不需打磨),晾干。喷涂前再行擦拭干净。在末道漆干燥后,用耐水的自干漆封边、编号。封边、编号时,应带上干净棉纱手套,以免沾污样板。自干和烘干的样板应在恒温恒湿条件下,分别放置七天和天,再投入试验。
同种的同试验,应制备四块样板:三块投入试验,块作为标准板保存在干燥器中。
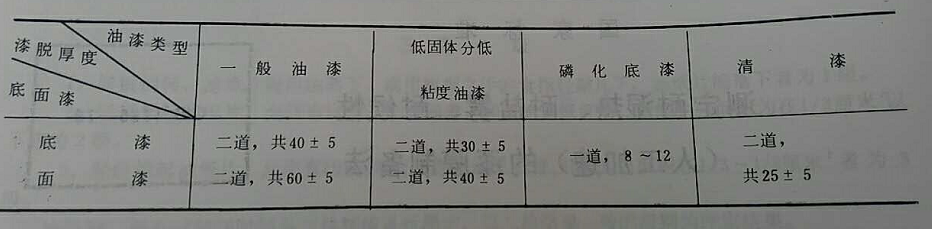
4.喷涂道数及厚度(微米)
三、样板外观的质量要求制成的样板,表面应平整、光滑、无针孔和气泡,粗粒应尽量少。