1 范围
本标准是色漆、清漆及相关产的取样和试验方法系列标准之。
本标准规定了在单层或多层的色漆、清漆及相关产的涂层上进行摆杆阻尼试验的标准条件。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的新版本。凡是不注日期的引用文件,其新版本适用于本标准。
GB/T 308 滚动轴承 钢球 CG B/T 308-2002,ISO 3290:1998,NEQ)
GB/T 3186-2006 色漆、清漆和色漆与清漆用原材料 取样 CISO 15528: 2000, IDT)
GB/T 9271 色漆和清漆 标准试板 CG B/T 9271-1988,eqv ISO 1514:1984)
GB 9278 涂料试样状态调节和试验的温湿度( GB 9278-1988, eqv ISO 3270: 1984, Paints and varnishes and their raw materials-Temperatures and humidities for conditioning and testing)。
GB/T 13452. 2 色漆和清襟 漆膜厚度的测定 CG B/T 13452. 2-1992,eqv ISO 2808:1974)
GB/T 20777-2006 色漆和清漆 试样的检查和制备 CISO 1513: 1992, IDT)
ASTM D 4366: 1995 用摆杆阻尼试验测定有机涂层硬度的试验方法
3 需要的补充资料
对任特定的应用而言,本标准规定的试验方法需要用补充资料来完善。补充资料的内容在附录A中列出。
4 原理
静止在涂膜表面的摆杆开始摆动,用在规定摆动周期内测得的数值表示振幅衰减的阻尼时间。阻尼时间越短,硬度越低。本方法分为A法和B法,A法为科尼格和南萨兹摆杆式阻尼试验,B法为双摆杆式阻尼试验。
5 科尼格和西萨兹摆杆式阻尼试验 (A 法)
5.1 仪器
5.1.1 摆杆
下面所描述的二种摆杆均包含个用横杆连接的开口框架,在横杆下面嵌入二个钢球作为支点,在框架底部形成个指针。两种摆杆在外形,质量,摆动时间和其他细节上的差别,见 5.1.1.1 和5.1.1.2 中的描述。
摆杆应避免气流和振动,建议使用保护罩。
5.1.1.1 科尼格摆(见图1)以直径为(5±0.005)mm,滚珠间距为(30±0.2)mm ,硬度为 H RCl) (63± 3)或 ( 1600±32)H V 302>的两个分开的滚珠轴承来支承 ,并且利用与横杆连接的垂直杆上 的滑动重锤保持平衡,且可通过该重锤调节固有摆动频率。在块抛光的玻璃平板上摆动周期应为(1.4±0.02)s,从位移6°的阻尼时间应为(250±10)s,摆的总质量应为(200±0.2)g。
5.1.1.2 珀萨兹摆以直径为(8±0.005)mm,滚珠间距为(50±1)mm,硬度为HRC(59±1)的两个分开的不锈钢珠来支承。没有平衡器。在块抛光的玻璃平板上摆动周期应为(1±0.001)s,从位移12°到位移4°的阻尼时间应为(430±10)s。摆的总质量应为(500±0.1)g,其静止时的重心应在支轴下方(60±0.1)mm处,指针尖端在支轴下方(400±0.2)mm处。
5.1.2 仪器座,用于支撑试板和摆杆
该仪器座位两种摆所共用,它有承垂直杆,并与具有工作平面上的水平台相连接,其尺寸通常为95mmX110mm,其厚度不小于10mm。该仪器座还装有个能使摆离开工作台面的镫形件及个能使摆无振动地降落到试板上的机械装置。
5.1.3 标尺,在仪器座前面。用来表示摆杆的位移角度,如摆杆离开静止中心由6°~3°(科尼格摆)或12°~4°(珀萨兹摆)。标尺可以水平移动,亦可锁住不动,以便使标尺的零位和摆杆尖端的测试位置重合。
此标尺可以标在面镜子上,或者将面镜子放在标尺的后面,有助于消除观察时的视觉误差。
5.1.4 其他计时装置,用于记录摆杆摆动的阻尼时间。
5.1.5 抛光(抹光)的玻璃平板,用于校准摆杆。
5.2 取样
待测试的样(或在多层体系场合中每道产)的代表性样按GB/T31862006中的规定进行取样。
按GB/T20777-2006中的规定检查和制备用于测试的每份样。
5.3 试板
5.3.1 底材
按GB/T9271中的规定选择种底材,确保试板平整,坚硬且无变形。推荐使用金属或玻璃板,尺寸近似为100mm×100 mm×5 mm。
5.3.2 处理和涂装
除另有规定外,试板应按GB/T9271的规定来处理每块试板,然后用待试产或体系所规定的方法涂装。涂层应该平整没有表面缺陷。
5.3.3 干燥和状态调节
每块涂装过的试板在规定的条件和时间下干燥(或加热)和放置(如果可以用)。在测试前,试板在温度为(23士2)℃和相对湿度为(50士5)%的条件下调节少16h(除非另有规定)。
涂层表面上的手印、灰尘或其它污染物会使结果的准确性降低,所以试板应以适当的方法贮存和运送。
5.3.4 涂层的厚度
干涂层的厚度以GB/T 1345.2.2中规定的方法之测定,以微米表示。
5.4 操作步骤
5.4.1 仪器校准
每个仪器的校准步骤在附录B和附录C中给出
5.4.2 环境条件
在(23±2)℃和相对湿度(50±5)%条件下进行试验,除非另有规定。
5.4.3 摆杆阻尼时间的测定
5.4.3.1 将试板涂膜面向上放在仪器台上。
5.4.3.2 将摆杆轻轻地放在试板表面上。
5.4.3.3 在支轴没有横向位移的情况下,硬度(科尼格摆为6°,珀萨兹摆为12°)并将它放到预定的停点处。
5.4.3.4 放开摆杆并同时启动秒表或其他计时装置。
注:就自动装置来说,阻尼时间将能自动测定。
5.4.3.5 记录振幅由6°~3°(科尼格摆)或由12°~4°(珀萨兹摆)的时间,以秒表示。
5.4.3.6 在同块试板的三个不同位置上进行测试。记录每次测量的结果及三次测量的平均值。
5.5 精密度
这些数据取自 ASTM D4366:1995.
5.5.1 科尼格摆
以下准则应用于多在95%置信水平下结果的可接受性。
5.5.1.1 重复性(r)
同操作中者获得的两个结果(每个结果为块试板上三个测试点的平均值)之差如果大于它们平均值的8%,则认为是可疑的。
5.5.1.3 偏差
如果仅按本方法测定科尼格硬度值,不能说明偏差。
5.5.2 础萨兹摆
以下准则应用于判断在95%置信水平下结果的可接受性。
5.5.2.1 重复性(r)
同操作者获得的两个结果(每个结果为块试板上三个测试点的平均值)之差如果大于它们平均值的3%,则认为是可疑的。
5.5.2.2 再现性情
不同操作者在不同实验室获得的两个结果(每个结果为块试板上三个测试点的平均值)之差如果大于它们平均值的8%,则认为是可疑的。
5.5.2.3 偏差
如果仅按本方法测定王自萨兹硬度值,不能说明偏差。
5.6 试验报告
试验报告应至少包括下列内容:
a) 识别受试产必要的全部细节;
b) 注明本标准编号;
c) 附录A中所涉及的补充资料;
d) 注明为提供上述c)所涉及资料参照的际标准、标准、产规格或其他文件;
e) 与本试验方法规定的不同之处;
f) 试验结果,如5.4.3.6所述;
g) 使用的摆杆(科尼格或珀萨兹);
h) 试验日期。
6 双摆杆式阻尼试验(B法)
6.1.1 双摆摆的总质量为(120±1)g,摆杆上端至下端的长度是(500±1)mm。摆杆横杆下的二个铜珠符合GB/T 308中8CIII的规格要求。在未涂漆玻璃板上摆杆摆动角从5°移到2°的阻尼时间应为(440±6)s。
摆杆应避免气流和振动,建议使用保护罩。
6.1.2 仪器座,用于支撑试板和摆杆。
有个很重的垂直支承杆,并与具有工作平面的水平台相连接。
当摆杆离若无平工作台时,有移动框架支承摆杆。
6.1.3 标尺 底座(6.1.4)前装有块能表示摆杆偏离静止中心角度的标尺,上面标有5°~2°。标尺零位与摆静止时的摆尖处于同垂直位置。可将标尺制作在镜子上或在标尺后装上面镜子,以消除视觉误差。亦可使用光电控制装置,监视摆杆偏移角度,自动记录摆动次数。
6.1.4 底座座底设有可调垫脚螺丝,以支承仪器和调整工作台的水平。
6.1.5同5.1.4。
6.2 取样
6.3 试
6.3.1 底材
玻璃板,应平整、无任何可见的划痕等缺陷,尺寸为90mm×120mm×(l.2~2.O)mm。
6.3.2 处理和涂装
同5.3.2。
6.3.3 干燥和状态调节
同5.3.3。
6.3.4 涂层的厚度
同5.3.4
6.4 操作步骤
6.4.1 仪器校准
仪器校准步骤在附录D中给出
6.4.2 环境条件
同5.4.2。
6.4.3 双摆硬度的测定
6.4.3.1 将被测试板涂膜朝上,放置在水平工作台上,然后使摆杆慢慢降落到试板上。摆杆的支点距涂膜边缘应不少于20mm。
6.4.3.2 将移动框架垂直,使摆杆紧贴移动框架,摆杆指针指在零点上。
6.4.3.3 移动框架置于水平位置,在钢球没有横向位移的情况下,将摆杆偏转,停在大于旷的合适位置处。
6.4.3.4 松开摆杆,记录摆幅由s·~2。的时间,以秒计。
6.4.3.5 可在同块试板的两个不同位置上进行测量,记录每次测量的结果及两次测量的平均值。
6.4.4 涂膜硬度的结果与计算‘’
涂膜硬度是以摆杆在被测涂膜上从5°~2°摆动衰减的阻尼时间与在未涂漆玻璃板上从5°~2°摆动衰减的阻尼时间的比值表示。
e计算公式如下:
式中z
X涂膜硬度值;
t摆杆在涂膜上从s~2°的摆动时间,单位为秒Cs);
to摆杆在玻璃板上从s~2°的摆动时间,单位为秒。
涂膜硬度应以同块试板上两次测量值的平均值(精确到两位小数)表示。两次测量值之差不应大于平均值的5%。
6.5 试验报告
试验报告应包括下列内容:
a) 被试产的型号和名称E
b) 注明本标准编号;
c) 注明参照在本标准中涉及到的标准和其他文件z;
d) 与本试验所规定的程序的任何不同之处;
e) 试验结果5
f) 试验日期。
附录A
为了使本方法能够正常进行,应适当提供本附录中所列条款的补充资料。
所需资料好应有有光双方商定,也可以部分或全部取自与受试产有关的际标准,标准或其他文件。
a) 底材的材料、厚度和表面处理;
b) 受试涂料施涂于底材的方法,包括在多层体系中涂层间的干燥时间和干燥条件;
c) 试验前,涂层干燥(或烘干)和放置(如适用)的时间和条件;
d) 干涂层的厚度(以微米计),按GB/T 13452.2规定的测量方法,不管它是单涂层还是多涂层体系;
附录B
科尼格摆的校准
B.1按以下步骤检查校准摆和水平工作台:
B.1.1 将块抛光 的玻璃平板放在水平工作 台上 ,并将摆杆轻轻静置在玻璃表面上。确保摆没有振动。
B.1.2在玻璃平板表面上放水平仪。通过调节仪器基座上的螺丝使玻璃平板成水平。
B.1.3 用块柔软的不起毛的布沾合适的溶剂将玻璃平板擦干净。
B.1.4用柔软的薄绸沾合适的溶剂将支承球擦干净。将摆杆放置在环境条件下并把它静止放在玻璃平板上。
B.1.5检查标尺相对于摆杆指针的位置。摆杆静止时,它的指针应该指在标尺的零位。如果指针没指在零位,移动标尺以获得正确的零位设置。
B.2按以下步骤检查摆杆在玻璃平板上的摆动持续时间:
B.2.1将摆杆偏转到矿,释放并同时启动秒表或其他计时装置。
B.2.2 测定摆杆摆动100 次的时间应是 (140±2)s。
B.2.3如果测得的时间小于规定值,向下移动重锤,继续调节直到获得规定的时间。如果调节不到所需的时间,仪器应判定有故障并要修理。
B.3按以下步骤检查摆杆在玻璃平板上的阻尼持续时间:
B.3.1将摆杆偏转到矿,释放并同时启动秒表或其他计时装置。
B. 3. 2 测定振幅从 6°衰减到 3°的时间是否是(250±10)s(相当于摆杆摆动 172~185 次)。
附录C
珀萨兹摆的校准
C.1按以下步骤检查校准摆和水平工作台
C.1.1 将块抛光的玻璃平板放在水平工作台上,并将摆杆轻轻静置在玻璃表面上。确保摆没有振动。
C.1.2在玻璃平板表面上放水平仪。通过调节仪器基座上的螺丝使玻璃平板成水平。
C.1.3用块柔软的不起毛的布沾合适的溶剂将玻璃平板擦干净。
C.1.4用柔软的薄绸沾合适的溶剂将支承球擦干净。将摆杆放置在环境条件下并把它静止放在玻璃平板上。
C.2 按以下步骤检查摆杆在玻璃平板上的摆动持续时间:
C.2.1 将摆杆偏转到12°,释放并同时启动秒表或其他计时装置。
C.2.2 测定摆杆摆动100 次的时间应是 (100±0.l)s 。
C.2.3 如果此值没有达到,重新擦拭玻璃平板和摆杆的支承球、重新检查玻璃平板的水平,并重新测试。此时不允许调节仪器标尺。
C.3 按以下步骤检查摆杆在玻璃平板上的阻尼持续时间:
C.3.1将摆杆偏转到12°,释放并同时启动秒表或其他计时装置 。
C.3.2 测定振幅从12°衰减到4°的时间是否是(430±10) s 。
C.3.3 如果此值没有达到,按C.2.3 的描述重复检查玻璃平板和仪器 。
附录D
双摆的校准
D.1按以下步骤检查校准摆和水平工作台:
D.1.1调节仪器底座后面的垫脚螺丝,使水平锤两顶尖相对。
D.1.2用软绸布(或棉纸〉沾合适的溶剂将校准玻璃平板擦干净。
D.1.3 用软绸布(或棉纸〉沾合适的溶剂将支承钢球擦干净,如发现钢球表面有所损坏时可稍微转动钢球,改变它与玻璃平板的接触点。如磨损严重时应更换新球。
D.1.4将玻璃平板放在仪器的水平工作台上并将摆杆轻轻静置在玻璃表面上,确保摆杆没有振动。
D.1.5检查标尺相对于摆杆指针的位置,摆杆静止时,它的指针应该指在标尺的零处,如果指针没指在零位,移动标尺以获得正确的零位设置。
D.2 按以下步骤检查摆杆在玻璃平板上的阻尼持续时间:
D.2.1将摆杆偏转到大于5°的合适位置。
D.2.2释放摆杆,当摆杆摆至50时,启动秒表或其它计时装置。
D.2.3 测定摆杆摆至2°时,阻尼持续时间应为440士的s。
D.2.4如果测得的时间小于规定值,同时向下调节两竖杆上的重锤位置。反之,向上调节两重锤位置。
D.2.5 重复D.2.1~D.2.4,直到获得规定的时间。
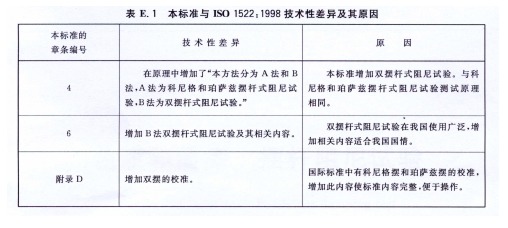
附录E
本标准与 ISO 1522: 1998 技术性差异及其原因
表 E.l 给出了本标准与 ISO 1522:1998 技术性差异及其原因的览表